Wie dick sollte eine Kopierschicht sein? Praxisversuch zeigt deutliche Unterschiede im Druckergebnis
Die optimale Kopierschicht im Siebdruck ist oft Gegenstand von Diskussionen. Doch welchen Einfluss hat die Schichtdicke tatsächlich auf das Druckergebnis? Dieser Frage wurde im Rahmen einer gemeinsamen Schulung von den drei Herstellern Marabu GmbH & Co. KG, Kissel + Wolf GmbH und der Sefar AG in einer praxisnahen Testreihe nachgegangen.
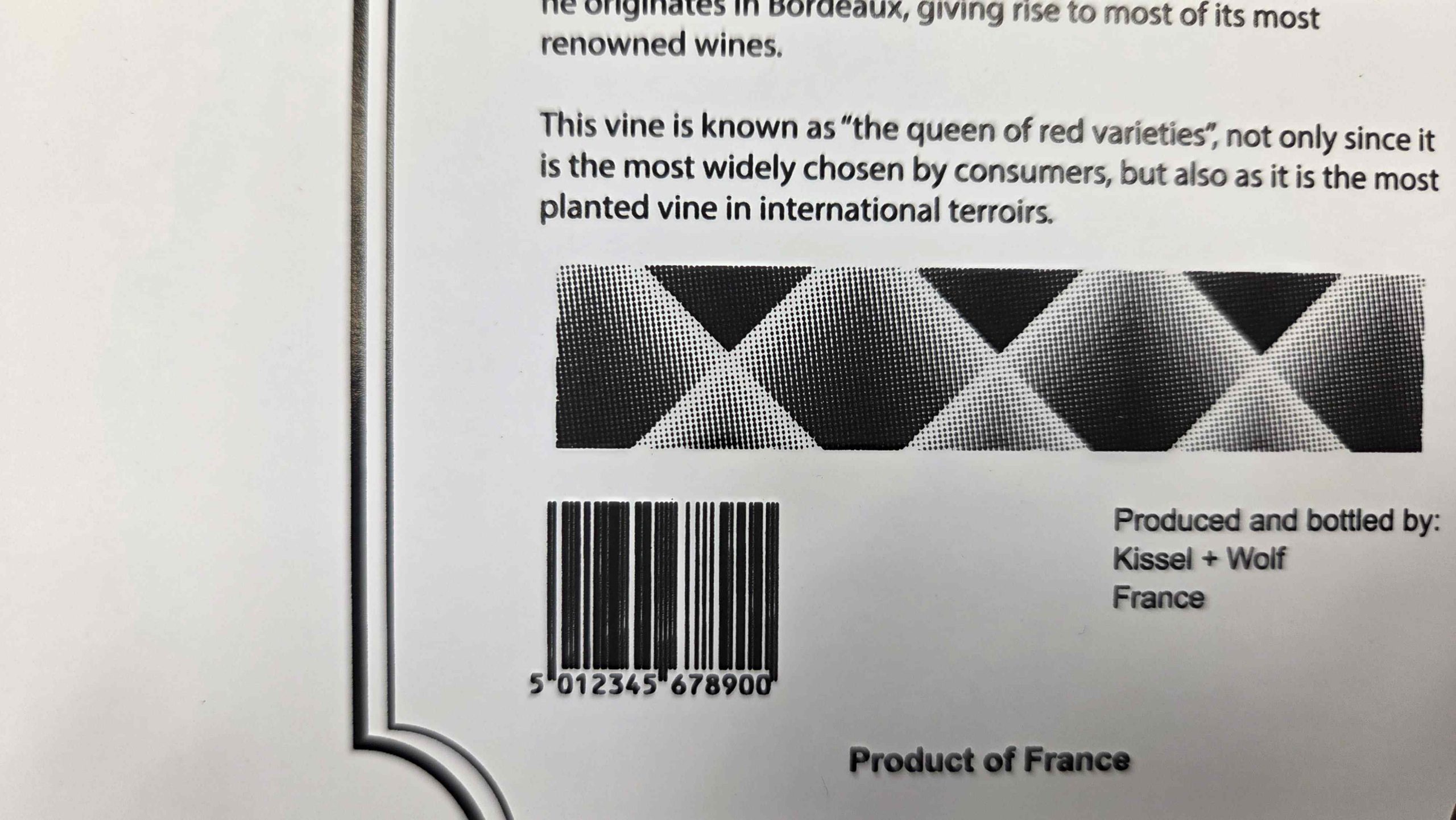
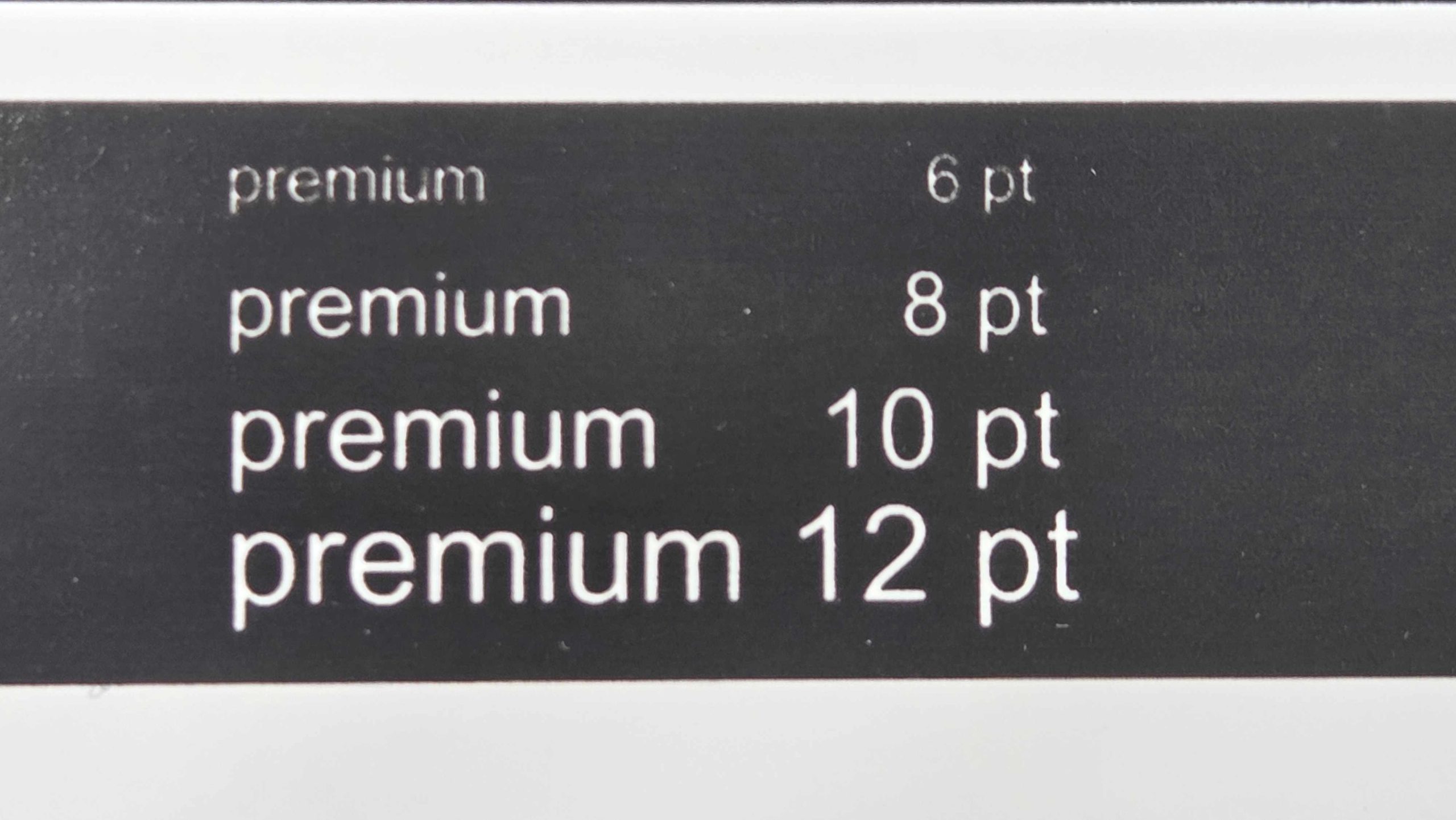
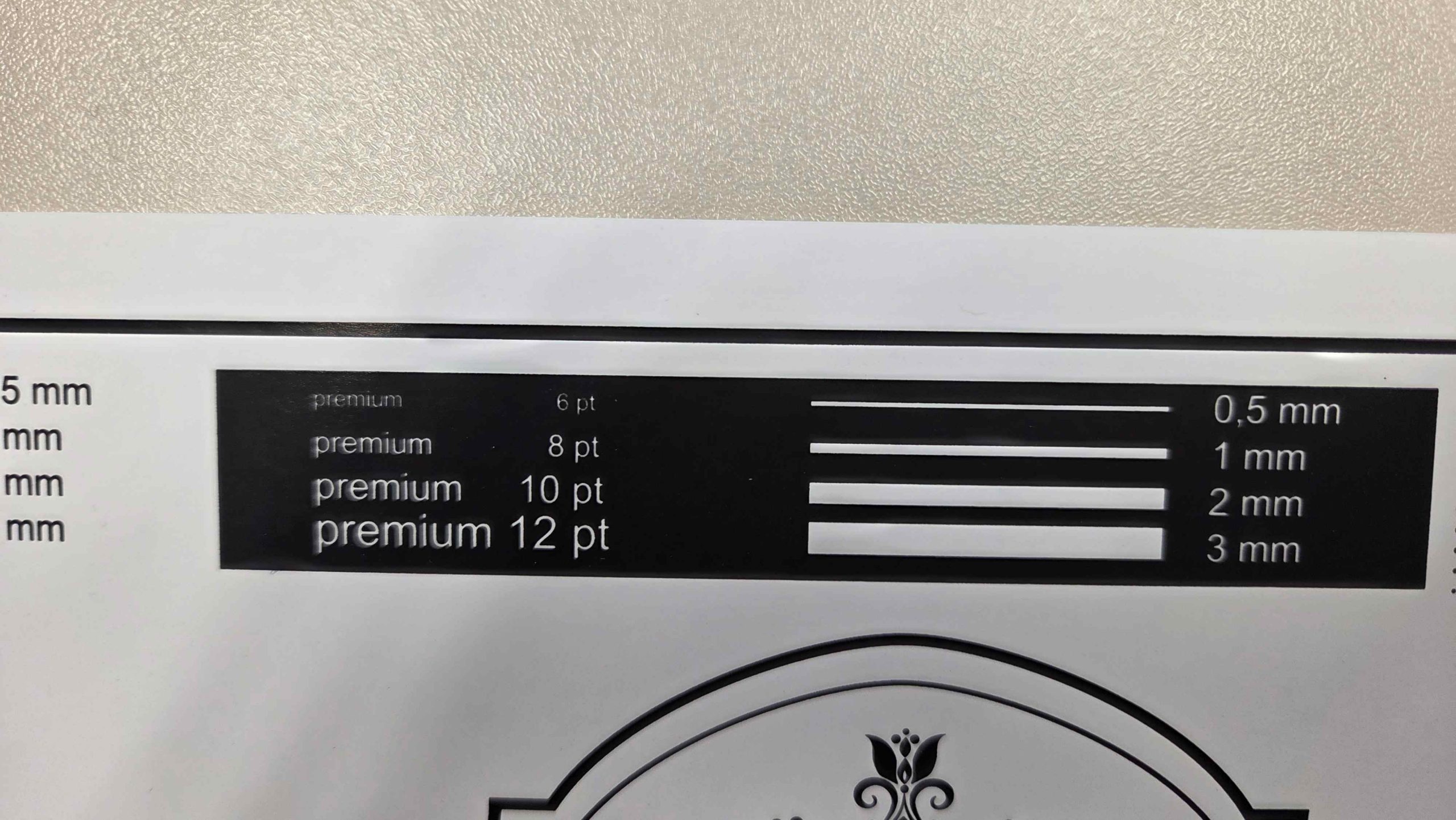
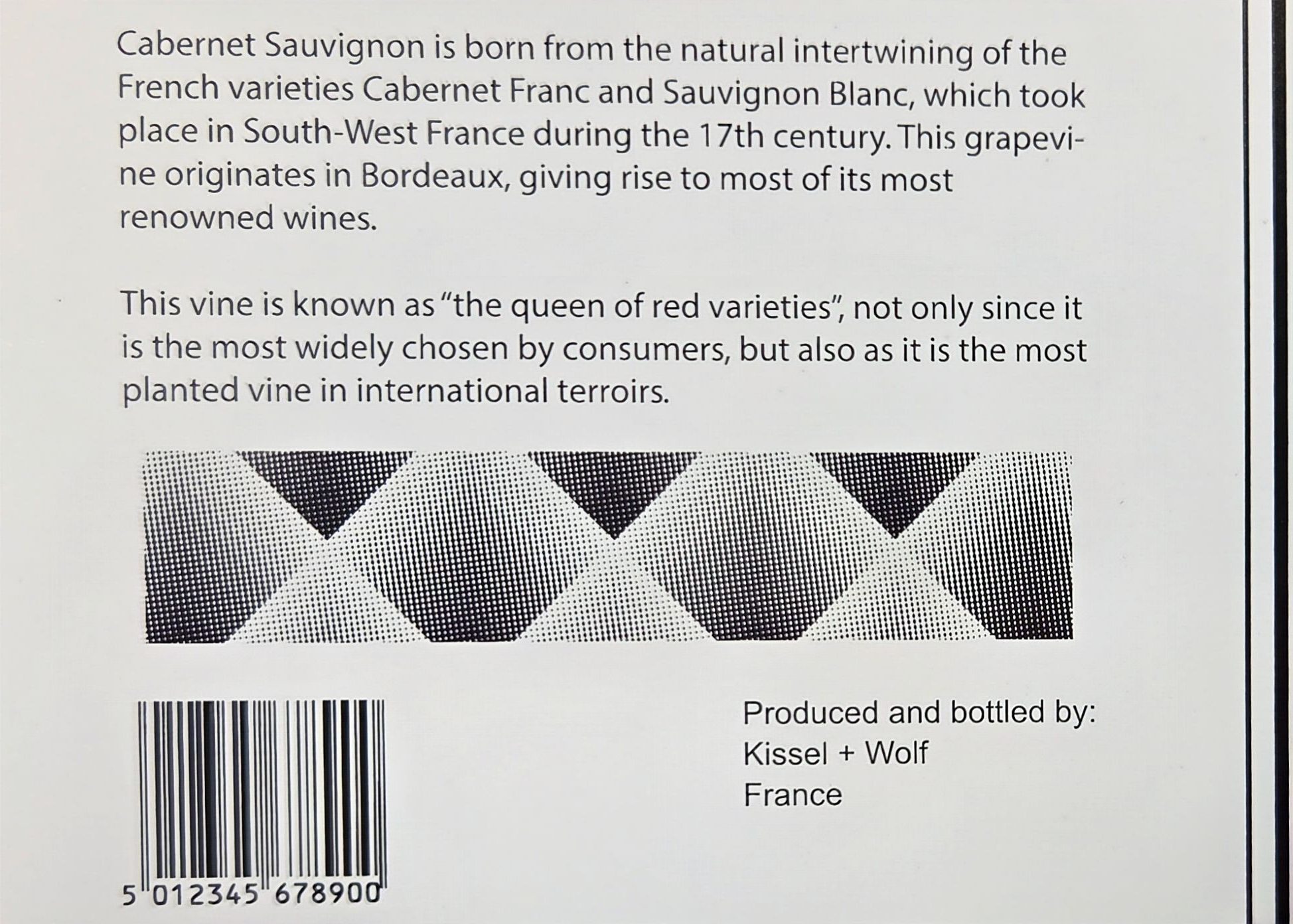
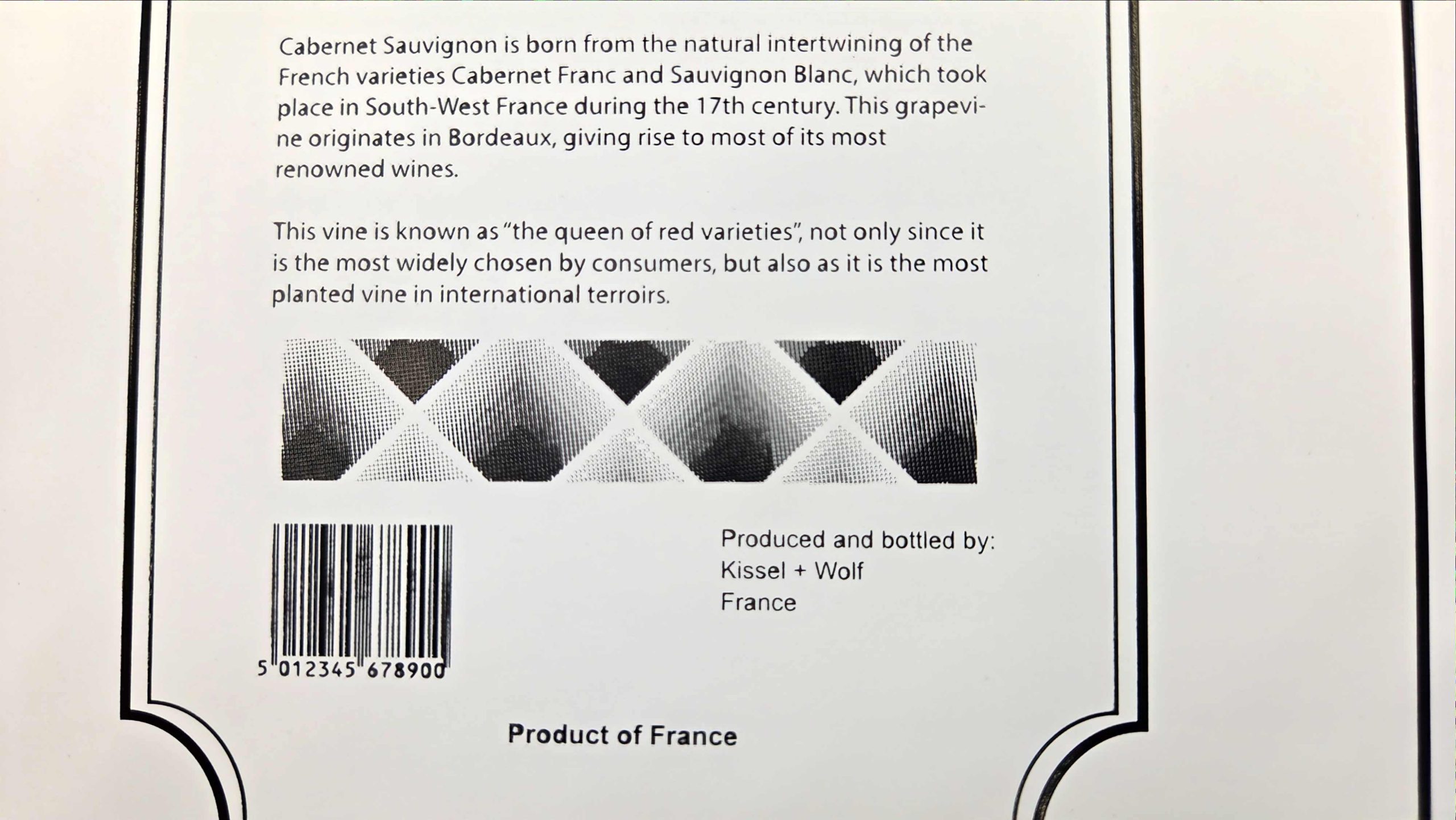
Als Testmotiv diente ein anspruchsvolles Weinetikett mit feinen Schriften bis 6 pt, grafischen Elementen sowie einem Barcode. Ziel war es, die Auswirkungen unterschiedlicher Kopierschichtdicken auf die Druckqualität zu untersuchen und gleichzeitig wirtschaftliche Aspekte zu betrachten.
Was bedeuten die Beschichtungsangaben überhaupt?
Wer sich noch nicht täglich mit der Schablonenherstellung beschäftigt, stolpert häufig über Angaben wie 1-0, 1-1 oder 2-8. Dahinter verbirgt sich die Anzahl der Beschichtungen auf den beiden Seiten des Siebgewebes.
Im Siebdruck wird zwischen der Rakelseite und der Druckseite unterschieden:
- Die Rakelseite ist die Seite, auf der die Rakel später die Farbe durch das Gewebe drückt.
- Die Druckseite liegt beim Druck auf dem Bedruckstoff auf.
Die Zahlen geben an, wie oft die Kopierschicht aufgetragen wurde:
1-0
- 1 Beschichtung auf der Rakelseite
- 0 Beschichtungen auf der Druckseite
2-8
- 2 Beschichtungen auf der Rakelseite
- 8 Beschichtungen auf der Druckseite
Je häufiger beschichtet wird, desto stärker baut sich die Schablone auf. Das beeinflusst nicht nur die Druckqualität, sondern auch den Farbauftrag, die Belichtungszeit und letztlich die Wirtschaftlichkeit des gesamten Prozesses.
Testreihe 1: Zu dünner Schichtaufbau
Parameter:
- Gewebe: 150-31 Y
- Kopierschicht: AZOCOL® Z 140
- Beschichtung Grünig G-Coat 415: 1-0 (R 0,5 mm)
- Belichtung: Theimer/Bochnow 6000 W, 1 m Abstand, 70 Sekunden
- EOM: 0 µm
- Rz-Wert: 15 µm
Bei dieser Variante wurde lediglich eine Beschichtung auf der Rakelseite aufgetragen. Die Schablone schloss das Gewebe zwar, baute jedoch praktisch keine zusätzliche Schicht über dem Gewebe auf.
Das zeigt sich auch am EOM-Wert (Emulsion Over Mesh) von 0 µm. Dieser Wert beschreibt die Dicke der Kopierschicht oberhalb des Gewebes.
Im Druckergebnis konnten die feinen 6-pt-Schriften nicht sauber dargestellt werden. Auch beim Barcode fehlte die notwendige Kantenschärfe, sodass die einzelnen Striche nicht klar voneinander abgegrenzt waren.
Der Rz-Wert lag bei 15 µm. Dieser Wert beschreibt die Oberflächenrauheit der Schablone. Eine höhere Rauheit kann die Detailwiedergabe beeinträchtigen.
In dieser Testreihe war die Kopierschicht zu dünn gewählt worden. Am deutlichsten wurde es, weil ein Auslesen des Barcodes durch das ineinanderlaufen der einzelnen Striche nicht möglich gewesen wäre. Daraufhin wurde eine weitere Testreihe mit einer etwas dickeren Kopierschicht gestartet.

Testreihe 2: Optimale Schichtaufbau
Parameter:
- Gewebe: 150-31 Y
- Kopierschicht: AZOCOL® Z 140
- Beschichtung Grünig G-Coat 415: 1-1 // 3 NB Druckseite (R 1,0 mm)
- Belichtung: Theimer/Bochnow 6000 W, 1 m Abstand, 120 Sekunden
- EOM: 6 µm
- Rz-Wert: 7 µm
Bei dieser Variante wurde zunächst jeweils einmal auf Rakel- und Druckseite beschichtet. Anschließend erfolgten drei weitere Beschichtungen auf der Druckseite.
Dadurch entstand ein kontrollierter Schichtaufbau, der weder zu dünn noch zu dick war.
Mit einem EOM-Wert von 6 µm wurde die beste Balance erreicht. Gleichzeitig sank die Oberflächenrauheit auf 7 µm.
Das Ergebnis war deutlich sichtbar:
- Scharfe und gut lesbare 6-pt-Schriften
- Saubere Kanten
- Klar definierte Barcode-Linien
- Klare grafische Elemente
- Gleichmäßiger Farbauftrag
Die Testreihe zeigte, dass eine moderate Schichtdicke häufig die besten Ergebnisse liefert. Um ein weiteres Extrem zu testen, wurde eine weitere Testreihe mit einer deutlich dickeren Kopierschicht durchgeführt.


Testreihe 3: Zu dicker Schichtaufbau
Parameter:
- Gewebe: 150-31 Y
- Kopierschicht: AZOCOL® Z 140
- Beschichtung Grünig G-Coat 415: 2-8 (R 1,0 mm)
- Belichtung: Theimer/Bochnow 6000 W, 1 m Abstand, 400 Sekunden
- EOM: 31 µm
- Rz-Wert: 2 µm
Für die dritte Variante wurde bewusst ein sehr hoher Schichtaufbau gewählt.
Mit 31 µm EOM entstand eine deutlich dickere Schablone. Die Oberfläche wurde zwar sehr glatt, was sich im niedrigen Rz-Wert von 2 µm widerspiegelt, dennoch verschlechterte sich die Detailabbildung erneut.
Die feinen Schriften von 6 pt verloren an Klarheit. Im Text fiel auf, dass das kleine e oder auch das kleine a nicht sauber gedruckt werden konnte. Auch die Linien des Barcodes konnten nicht mehr präzise dargestellt werden.
Zusätzlich zeigte sich ein weiterer Effekt: Der Farbauftrag wirkte leicht erhaben. Für bestimmte Anwendungen kann dies durchaus gewünscht sein. Beim getesteten Weinetikett brachte der zusätzliche Schichtaufbau jedoch keinen Vorteil.


Was bedeuten EOM und Rz in der Praxis?
Die beiden Messwerte helfen dabei, die Eigenschaften einer Schablone objektiv zu beurteilen.
EOM (Emulsion Over Mesh) beschreibt die Dicke der Kopierschicht oberhalb des Gewebes:
- 0 µm = praktisch kein zusätzlicher Schichtaufbau
- 6 µm = moderater Schichtaufbau
- 31 µm = sehr hoher Schichtaufbau
Rz beschreibt die Rauheit der Schablonenoberfläche:
- 15 µm = vergleichsweise rau
- 7 µm = ausgewogen
- 2 µm = sehr glatt
Interessant ist dabei, dass eine besonders glatte Oberfläche nicht automatisch das beste Druckergebnis liefert. Entscheidend ist immer das Zusammenspiel aus Gewebe, Schichtdicke, Motivanforderung und Belichtung.
Qualität und Wirtschaftlichkeit im Blick behalten
Die Testreihe hat eindrucksvoll gezeigt, wie wichtig die richtige Abstimmung der Kopierschicht auf Anwendung, Gewebe und Motiv ist. Bereits geringe Abweichungen können die Druckqualität beeinflussen und im schlimmsten Fall zu Ausschuss oder Nacharbeit führen.
Neben der technischen Qualität spielt selbstverständlich auch die Wirtschaftlichkeit eine wichtige Rolle. Eine unnötig dicke Kopierschicht erhöht Materialverbrauch, Beschichtungsaufwand und Belichtungszeiten. Eine zu dünne Schicht kann hingegen Qualitätsprobleme verursachen.
Das optimale Ergebnis liegt häufig genau zwischen diesen beiden Extremen.
Mehr als nur Siebdruckbedarf
Solche Praxisversuche zeigen, wie viele Faktoren im Siebdruck zusammenspielen. Deshalb geht es bei Farben-Frikell | WTB nicht nur um die Lieferung von Geweben, Kopierschichten, Siebdruckfarben oder Zubehör.
Als offizieller Siebdruckpartner erhalten Sie auch technische Beratung und Unterstützung bei der Auswahl der passenden Materialien und Prozesse. Bei speziellen Fragestellungen kann der Support auch gemeinsam mit den Herstellern Marabu, Kissel + Wolf oder Sefar bei Ihnen vor Ort erfolgen. Farben-Frikell | WTB hat an allen drei Standorten Mitarbeitende, die speziell für den Siebdruck zuständig sind. Nehmen Sie gerne Kontakt auf, um ihr Projekt persönlich zu besprechen.
So profitieren Sie von gebündeltem Know-how aus Handel und Industrie, sodass Sie reproduzierbare Druckergebnisse, wirtschaftliche Prozesse und die passende Lösung für Ihre Anwendung erhalten.
Zu den einzelnen genutzten Produkten finden Sie hier weitere Informationen:
- Gewebe: 150-31 Y
- Kopierschicht: AZOCOL® Z 140
- Siebspann- und Schablonenservice